
激光焊接机是如何工作的。
日期:2025-05-08点击次数:1410
激光焊接是一种高精度焊接工艺,它使用聚焦的激光束将材料熔化和熔合在一起。该工艺对于连接金属和热塑性塑料特别有效,为创建牢固的焊缝提供了一种清洁、快速和高效的方法。更快、更精确、更清洁的体现在激光焊接机,因此受到许多工程师的喜爱。
激光焊接正在彻底改变制造业,因为它能够以最小的热变形产生精确、清洁的焊缝。与传统焊接方法相比,它具有许多优势,包括更快的焊接速度、更少的材料浪费以及在大批量生产环境中更低的运营成本。随着对小型、复杂和高质量焊缝需求的增加,激光焊接已成为现代制造业的重要工具。
激光焊接依赖于以下原理受激发射和光子放大当能量被提供给介质(如气体或固体材料)时,就会产生激光,导致介质中的原子或分子被“激发”并释放光子。这些光子在一个称为受激发射的过程中被放大,产生高度聚焦的光束。然后,激光束被引导到材料上,在那里它的能量被吸收,在接头处熔化和熔合材料。
焊接应用中常用的激光器有几种类型,每种类型都有其独特的特性和应用:
激光的波长决定了它与不同材料的相互作用。较短的波长,如光纤激光器产生的波长,被金属更有效地吸收,导致更深的穿透和更清洁的焊缝。功率密度或束中的能量集中也对焊接过程的有效性起着至关重要的作用。高功率密度对于深熔焊接至关重要,而较低的功率密度适用于薄材料和精细应用。
激光焊接机的关键部件
激光源是激光焊接机的核心部件,产生激光束。焊接中使用的激光源有各种类型,如二极管泵浦激光器和气体激光器。与气体激光器相比,通常用于光纤激光器的二极管泵浦激光器具有更高的效率、更长的寿命和更低的维护成本。
光学传输系统由镜子、透镜和光纤组成,将激光束聚焦并引导到工件上。光学系统的质量对于实现精确的光束定位和保持焊接精度至关重要。光纤通常用于现代激光焊接系统,因为它们能够有效地长距离传输激光束。
冷却系统对于管理焊接过程中产生的热量至关重要。激光焊接系统通常使用空气冷却或水冷却系统来防止机器部件过热。由于其卓越的散热能力,水冷更常用于高功率系统。
许多激光焊接机配备了计算机数控(CNC)或机器人系统,使激光束能够在工件上精确移动。这些系统确保了梁的高精度定位,提高了焊接质量和可重复性。自动化能力还可以提高大批量制造的生产速度和一致性。
激光焊接过程首先产生高功率激光束,然后将其聚焦到材料表面。光束集中在一个小点上,使其能够将大量能量传递到精确的位置。光束的能量将材料加热到熔点。
当激光束照射到材料上时,聚焦的能量会熔化接头处的基材。在某些情况下,添加填充材料以确保焊接件之间的牢固结合。激光的高功率允许快速熔化,减少了整体焊接时间。
当材料熔化时,在焊接部位形成熔池。仔细控制熔池,以确保正确量的材料熔合在一起,而不会溢出或造成过度飞溅。
一旦激光经过接头,熔融材料就开始冷却和固化,形成坚固耐用的焊缝。激光的精确控制可确保焊缝清洁、成型良好,变形最小。
导电焊接用于薄材料。在这种技术中,激光束将热量传递到材料表面,使其熔化。熔深较浅,焊缝是通过将热量传导到材料中而形成的。
传导焊接非常适合需要最小热量输入的应用,也适合焊接薄材料而不会产生明显变形。
钥匙孔焊接用于较厚的材料。激光束在材料中形成一个深而窄的孔(“钥匙孔”),激光穿过该孔。钥匙孔便于深度穿透,使其适用于钢和钛等较厚的材料。
键孔焊接提供了深穿透,为较厚的材料创造了坚固的接头,这很难用其他方法焊接。
在脉冲激光焊接中,激光束以短脉冲形式传输,为精细材料提供高精度。连续波(CW)激光焊接使用稳定的激光束进行更长、更深的焊接,使其成为高速、大批量应用的理想选择。
脉冲激光是精密焊接的首选,而CW激光更适合深熔和更快的焊接速度。
激光焊接的成功取决于被焊接材料对激光能量的有效吸收。不同的材料以不同的速率吸收能量,必须调整激光以匹配材料的特性。高效的热传递确保材料达到熔点而不会过度过热。
在锁孔焊接中,材料蒸发,产生围绕锁孔的等离子体羽流。这种羽流的稳定性对于保持一致的穿透至关重要。如果等离子体变得不稳定,可能会导致焊缝中的缺陷。
激光焊接的主要优点之一是它能够最大限度地减少热影响区(HAZ)。通过将能量集中在一个小区域,热影响区被保持在[敏感词]限度,降低了材料变形的风险,并保持了周围材料的完整性。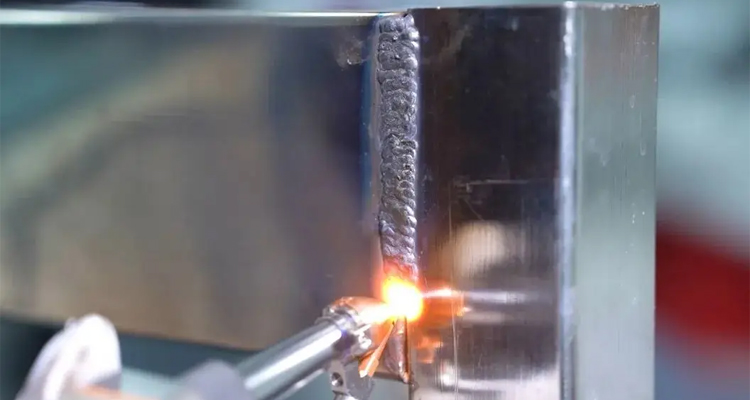
激光功率和脉冲持续时间是影响焊缝深度和质量的关键参数。较厚的材料需要更高的激光功率,而较短的脉冲持续时间通常用于精密加工。
激光束的直径及其焦点是控制焊缝尺寸和熔深的重要因素。较小的光束直径提供了更高的精度,而调整焦点则允许不同的焊接深度。
激光在材料上移动的速度会影响整体焊接质量。更快的行进速度通常用于大批量生产,但可能需要调整功率和脉冲持续时间。保护气体的选择对于保护焊池免受污染也至关重要。
激光焊接是焊接各种金属的理想选择,包括钢、铝和钛。激光的精度使其能够以最小的热变形处理薄材料和厚材料。
除了金属,激光焊接还可用于塑料和复合材料。这种方法特别有利于连接难以用传统方法焊接的材料,如聚碳酸酯或热塑性塑料。
激光焊接可以适应各种接头配置,包括搭接、对接和角接。每种配置都需要调整激光设置,以确保牢固耐用的焊接。
激光焊接机比MIG或TIG焊接等传统方法具有更快的循环时间和更高的精度。该过程具有高度的可重复性,即使在大批量生产环境中也能确保一致的焊接质量。
激光焊接产生更清洁的焊缝,飞溅或变形最小,减少了焊后清洁和精加工的需要。这使得它成为美学和最小后处理很重要的行业的经济高效的解决方案。
激光焊接可以有效地连接难以用传统方法焊接的不同金属和反射材料(如铝)。精确聚焦能量的能力允许在复杂的材料组合中进行高质量的焊接。
操作员应佩戴适当的防护装备,包括激光安全眼镜、手套和防护服,以防止激光束和其他焊接危险造成的伤害。
适当的通风对于管理焊接过程中产生的烟雾和气体至关重要。焊接区域应配备有效的排烟系统,以确保安全的工作环境。
激光焊接操作必须符合ANSI和OSHA制定的安全规定。这包括保持适当的屏蔽、安全系统和工人培训,以确保符合行业标准。
激光焊接是一种高效能的技术,正在彻底改变现代制造业。凭借其精度、速度和多功能性,它比传统焊接方法具有许多优势。如果你需要购买手持式智能激光焊接机,请联系我们。








