
激光焊接的缺点
日期:2025-05-12点击次数:1410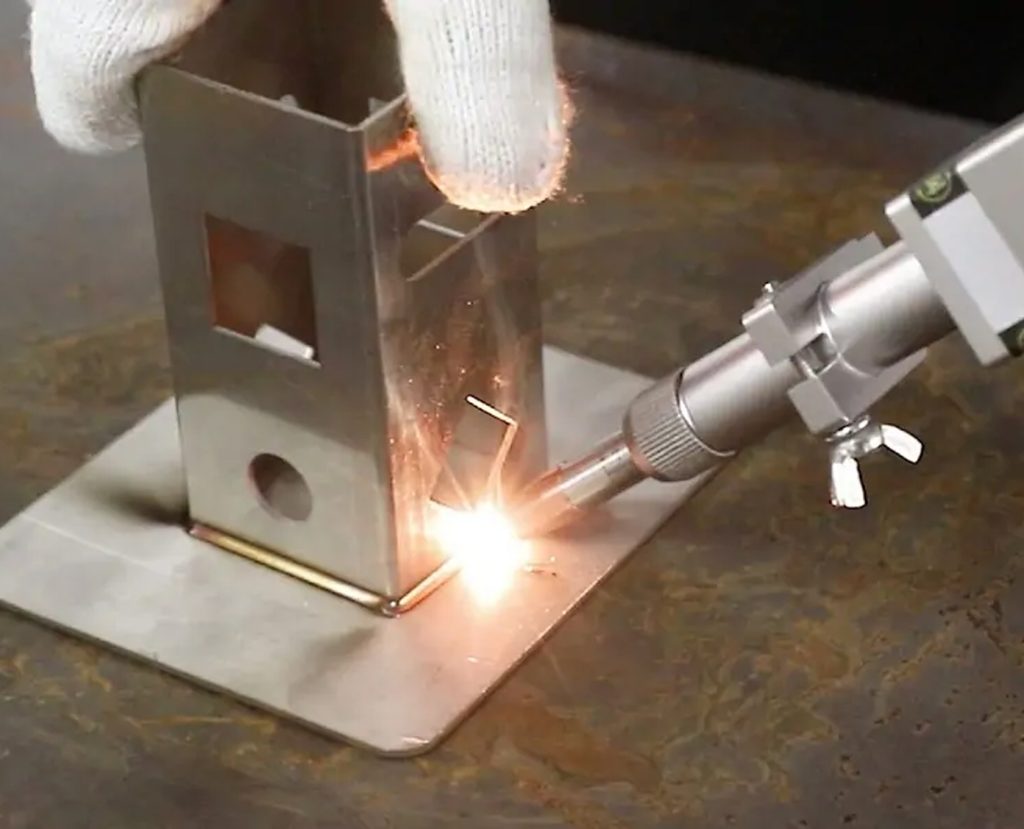
激光焊接被广泛应用于各行各业,因为它精确、快速,适用于各种项目。在Dynalasers,我们的制造合作伙伴在焊接钣金部件和组件时可能会使用这项技术。这个激光焊接机制造该工艺利用高度聚焦的光束将材料熔化并融合在一起,形成牢固的结合。
这种方法确实有一些缺点,[敏感词]我们来探讨一下手持式激光焊接技术的六大缺点。
首先,价格。激光焊接机它们非常昂贵,比其他类型的焊接设备贵得多,因为它们配备了先进的组件,如现代光学、控制系统和必要的安全功能。 .这对个人用户来说可能负担不起。这些成本可能是一个难以克服的障碍,特别是对于资金有限或投资回报预测不确定的个人用户。
此外,您还需要考虑维修和维护成本。
能耗:手持式激光焊机消耗大量电力。
专用耗材:最佳性能所需的保护气体、清洁液和专用配件会增加拥有成本。
更换零件:光纤电缆、聚焦透镜和防护窗等关键部件需要定期更换,通常每6-18个月更换一次,具体取决于使用模式。
虽然激光焊接非常适合连接较薄的材料,但它对较厚的材料有一些困难——激光穿透材料的深度越深,它就越弱,所以你可能会发现你的激光焊机在处理较厚材料时遇到了困难。这一基本限制直接影响了其在不同行业和应用中的通用性和适用性。如果你打算用激光焊接较厚的材料,电子束焊接(使用足够强大的电子束穿透较厚的物质)应该能够一次完成焊接。
这些限制源于激光与材料相互作用的物理学。随着激光束深入材料,会出现几个问题现象:
功率密度降低:激光束的聚焦能量随着熔深的增加而扩散,降低了焊接界面处的有效功率密度。
小孔不稳定性:在更深的穿透处,激光产生的蒸汽“小孔”可能会变得不稳定,导致气孔、焊道不规则和熔合不一致。
散热挑战:从焊接区传导的热量随着材料厚度的增加而增加,需要指数级的功率来在更大的深度保持足够的熔化温度。多个焊接系统的维护和复杂的生产工作流程。
缺点3:材料兼容性挑战
激光焊接机不像其他类型的焊机那样广泛用于处理各种材料。激光焊机可能难以使用具有高导热性的高反射材料(如铝或铜合金)。
激光焊工不喜欢反射表面,因为在焊接过程中,大量的能量在被吸收之前会被表面反射,吸收的能量会很快消散。这使得激光束难以充分加热表面并形成足够强的焊缝。当激光焊接高碳钢和铝合金等材料时,焊接过程中的快速温度变化可能会导致它们开裂、变形,甚至改变其材料性能。
背反射损坏:反射的激光能量会损坏传输光学器件,甚至激光源本身,这可能会导致昂贵的维修或整个系统故障。
焊接开始不一致:可变的吸收率会导致不可预测的焊接开始条件,通常会导致焊接开始时未完全熔合。
工艺不稳定性:一旦开始,由于表面温度波动导致吸收率的动态变化,反射材料的焊缝往往会表现出不稳定的行为。
电力效率低下:大量的反射能量代表了浪费的电力,在实现次优结果的同时增加了运营成本。
尽管表面处理和专门的工艺参数可以在一定程度上缓解这些问题,但它们增加了焊接过程的复杂性和成本,往往抵消了激光焊接所承诺的效率优势。
如果不遵守所有安全预防措施并谨慎操作,激光焊接可能非常危险。手持式激光焊接机通常使用4级激光器([敏感词]和最危险的级别)。如果你的皮肤接触到激光束,可能会导致严重的伤害和烧伤。如果你忘记戴护目镜,眼睛很可能会受伤;如果你在通风不良的区域工作,激光焊接设备排放的气体、汽化颗粒和烟雾会导致呼吸问题等。
| 激光等级 | 功率输出 | 潜在的眼部损伤 | 潜在的皮肤损伤 | 火灾 |
|---|---|---|---|---|
| 1级 | <0.39毫瓦 | 正常使用下无 | 没有一个 | 没有一个 |
| 第2类 | 0.39-1毫瓦 | 眨眼反射最小 | 没有一个 | 没有一个 |
| 3R类 | 1-5mW | 可能直接接触 | 没有一个 | 没有一个 |
| 3B类 | 5-500毫瓦 | 明确与直接接触 | 可能的 | 最小的 |
| 第4类 | >500毫瓦 | 严重(直接和反映) | 可能严重烧伤 | 重要的 |
| 手持式焊工 | 1000-2000瓦 | 瞬间永久失明 | 深层组织烧伤 | 可能点燃材料 |
安全措施不足的后果可能是毁灭性的:
为了避免受伤和健康问题,一定要储备(并佩戴)正确的安全装备,如护目镜、口罩和手套。您还需要严格遵守适当的安全程序,并在通风良好的区域进行焊接。
手持式激光焊接机对环境因素表现出惊人的敏感性,这些因素会显著影响焊接质量、工艺可靠性和操作员安全。这些敏感性使得该技术在许多现实世界的工业环境中不如传统焊接方法稳健。
| 环境因素 | 对激光焊接的影响 | 传统焊接比较 |
|---|---|---|
| 灰尘/颗粒物 | 光束散射、光学元件损坏、穿透力降低 | 影响最小 |
| 湿度 | 光学、光束吸收、电气问题上的凝结 | 影响有限 |
| 温度波动 | 对齐变化、功率波动 | 影响最小 |
| 振动 | 光束错位、焦点位置误差 | 影响有限 |
| 气流/气流 | 保护气体中断,冷却不一致 | 中度影响 |
这种环境敏感性转化为实际挑战:

手持式激光焊接对接头准备和装配的要求比传统焊接方法严格得多。激光能量的聚焦特性虽然有利于精度,但对间隙、错位或污染的容忍度[敏感词]。
| 接头类型 | 最大可接受间隙(激光) | 最大可接受间隙(TIG) | 最大可接受间隙(MIG) |
|---|---|---|---|
| 对接 | 0.1-0.2毫米 | 0.5-1.0毫米 | 1.0-2.0毫米 |
| 搭接接头 | 0.05-0.1毫米 | 0.3-0.8毫米 | 0.5-1.5毫米 |
| T型接头 | 0.1-0.2毫米 | 0.5-1.0毫米 | 1.0-2.0毫米 |
| 转角接头 | 0.1-0.2毫米 | 0.4-0.8毫米 | 0.8-1.8mm |
| 边缘接头 | 0.05-0.15毫米 | 0.3-0.7毫米 | 0.5-1.5毫米 |
这些严格的要求转化为几个实际挑战:
尽管这些激光系统具有手持性质,但它们面临着巨大的可访问性挑战,这限制了它们在复杂组件中的应用:
这些可访问性限制通常需要修改设计以适应激光焊接或维护不可访问功能的替代连接方法,这两种方法都代表了可能破坏手持激光技术商业案例的妥协。
激光焊接机可以成为高强度、精度和速度至关重要的特定应用的[敏感词]工具。然而,潜在用户在投资激光焊接机之前,应仔细考虑成本、安全要求、材料限制和所需的操作员技能。
我们是Dynalasers,一家专业的激光焊接机制造商。如果您需要代理商或想了解更多关于激光焊接机的信息,请联系我们.








