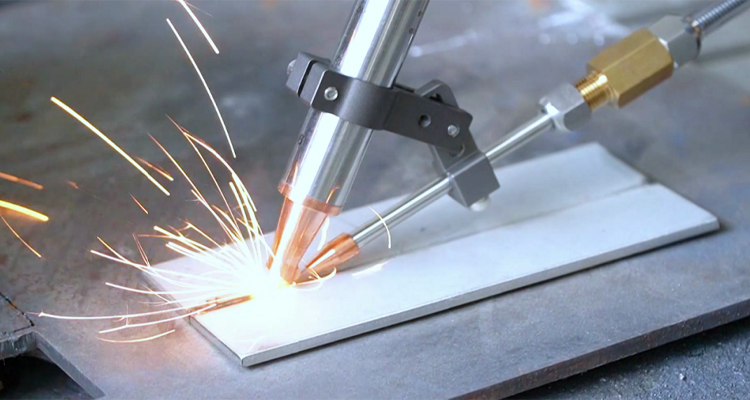
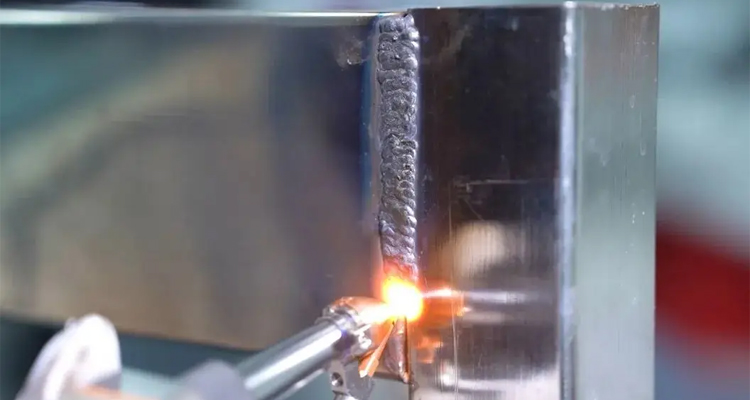
Laser welding is the most advanced joining technology in the recent electric welding industry. It uses a highly focused laser beam to fuse materials with great precision and strength. Because it can achieve clean, high-quality, reliable welds with minimal thermal deformation, it is now widely used in various industries such as automotive, aerospace, electronics, medical devices and jewelry manufacturing. Unlike traditional welding methods with direct contact and high heat input, laser welding is a non-contact process that achieves deeper penetration, faster processing speed and higher precision.
Laser welding is suitable for a variety of materials, including metals, aluminum, alloys, etc. It is particularly suitable for welding thin and delicate parts, as well as complex geometries that require minimal heat effects. As the demand for high-precision manufacturing continues to grow, laser welding is becoming increasingly popular due to its high efficiency, automation capabilities and efficient welding quality. Follow me to explore the working principle, advantages, applications and comparison with other welding methods of laser welding machine.
The Origin of Laser Welding Machine
Scientific Foundation and Early Development
The technical basis of laser welding stems from Albert Einstein’s 1917 theoretical work on stimulated emission of radiation. This groundbreaking concept remained largely theoretical until 1960, when American physicist Theodore Maiman successfully created the first operational laser using synthetic ruby crystals. Maiman’s achievement represented a pivotal moment in applied physics, creating a laser that could deliver an intense, coherent beam of concentrated energy with extreme precision.
Maiman’s breakthrough led to the rapid development of laser technology, resulting in various types of lasers, including carbon dioxide (CO2) lasers and neodymium-doped yttrium aluminum garnet (Nd:YAG) lasers.
Preliminary Experiments with Lasers
In the late 1960s and early 1970s, research institutions and industrial laboratories began to systematically study laser welding methods. These early experiments demonstrated the advantages of laser welding: the ability to join metal parts with minimal heat-affected zones and significantly reduce thermal distortion compared to traditional welding techniques.
The automotive, aerospace, and defense sectors were among the earliest adopters of laser welding technology, mainly due to the strict requirements for joints, precision, and materials. In these industries, laser welding can achieve unprecedented weld quality, speed, repeatability, and cleanliness. However, the first generation of laser welding machines faced significant challenges, including high cost, power output capabilities, and complex beam delivery systems, which limited their application to specialized, high-value manufacturing processes.
Today’s Laser Welding Machines
Laser welding technology has evolved rapidly over the past three decades, primarily due to advances in fiber laser and diode laser technology. Modern fiber laser machines have better beam quality, higher power, and better energy conversion efficiency than their predecessors. These improvements enable machines to achieve deeper weld penetration, faster processing speeds, and more reliable automation integration.
Modern laser welding machines have shown greater versatility, with applications extending from traditional heavy manufacturing to precision applications such as electronic assembly, medical device manufacturing, jewelry production, and micro welding. Laser welding technology can currently operate on a wide range of materials, such as steel, aluminum alloys and rare metals, dissimilar material combinations, and advanced composites.
Fundamentals of Laser Welding Technology
Laser welding is a method of joining complex metals that uses a high-intensity coherent beam to achieve precise fusion of materials. The technology is based on its ability to provide high-quality weld strength and quality while maintaining minimal thermal deformation, which are very important in modern precision manufacturing. Laser welding has become an indispensable technology for industries such as automotive manufacturing, aerospace engineering, electronic assembly, and medical device production.
Laser Technology Fundamentals
Laser, or light amplification by stimulated emission, is a precision optical device that produces highly concentrated electromagnetic radiation through a controlled stimulated emission process. This produces a beam with unique properties that distinguish laser radiation from traditional illumination sources and makes it cleaner and more popular in industry.
The fundamental properties that define laser radiation include monochromaticity, which ensures that the beam consists of a single, precisely defined wavelength, enabling predictable material interactions and energy absorption. Coherence is another key property, where the individual light waves maintain a synchronized phase relationship, allowing the beam to maintain focus and intensity over long distances without significant divergence. The directional nature of the laser beam enables it to deliver energy precisely to a specific location while minimizing energy scatter, which is beneficial for controlled heat input and localized material processing.
Industrial Laser Classification
Contemporary laser welding machines use a variety of different laser technologies, each optimized for specific industrial needs and material properties.
CO2 lasers: It represents a mature high-power gas laser machine that can provide powerful energy output for welding metal and non-metal materials. These machines perform better in processing thicker materials and applications that require deep penetration welding capabilities.
Nd:YAG lasers: (commonly known as Nd:YAG) have the best precision welding capabilities and have been widely used in aerospace manufacturing and medical device production. These solid-state lasers have high-quality beams and precise power control, especially for applications that require precise dimensional control and minimal heat-affected zones.
Fiber lasers: It technology represents the most important advancement in industrial laser welding, with the best energy efficiency, excellent beam quality and machine reliability. These machines use a fiber optic transmission mechanism, which has higher beam delivery flexibility and better maintenance performance than traditional laser technologies. Fiber laser machines have become the first choice for modern industrial welding because of their design advantages.
Diode lasers: offer compact, energy-efficient solutions that are particularly well suited for low-power welding applications and special processing requirements where space limitations or energy efficiency considerations are critical.
Laser Welding Machine Process Operation Modes
Laser welder are available in either pulsed or continuous wave configurations, each offering unique advantages based on specific application needs. Pulsed laser welding utilizes precisely controlled pulses of energy to achieve material fusion with superior heat input control. It is particularly effective for welding thin, delicate components where minimal heat effects are critical to maintaining material and dimensions.
Continuous wave laser welding maintains a constant laser beam output, enabling deep penetration welding and high-speed processing for industrial production environments. This operating mode supports continuous welding operations and is most effective for welds that require the same weld quality over longer weld lengths.
Critical Parameters in Laser Welding Operations
Laser welding technology requires precise control and multiple process parameters that together determine weld quality, operating efficiency, and overall machine performance.
Laser power: Power is the fundamental parameter that controls energy delivery to the workpiece, directly affecting weld penetration and processing speed. Higher power allows for deeper material penetration and faster traverse speeds.
Beam focusing characteristics and spot size: It controls energy density distribution and determines the accuracy of heat addition. A focused beam can concentrate energy into a minimal area, achieving a weld geometry with a narrow heat-affected zone; while a larger spot size can distribute heat energy over a wider area, reducing thermal stress concentration, but power needs to be adjusted to maintain sufficient energy density for effective material fusion.
Welding traverse speed: Welding traverse speed affects heat input per unit length, significantly affecting weld penetration and joint quality. Increasing processing speed can reduce heat input and minimize heat-affected zone size, but too fast a speed may result in incomplete material fusion or insufficient joint strength.
Pulsed laser: Pulse duration control determines the distribution of energy delivery, affecting penetration depth and heat diffusion patterns throughout the material. Shorter pulse durations focus energy delivery and reduce heat spread, while longer pulses allow for deeper heat penetration but may affect overall performance.
Shielding gas: Shielding gas selection and delivery are essential to provide protection from atmospheric contamination and oxidation during welding. Inert gases such as helium, nitrogen, and argon provide universal protection for most applications.
Material properties: Material properties fundamentally affect the success rate of laser welding by affecting energy absorption, heat conduction, and melting behavior. Thermal conductivity determines the rate of heat diffusion and affects the required energy input level, while surface reflectivity affects the efficiency of laser energy absorption and may require surface treatment or parameter adjustments. Material composition affects melting characteristics, solidification behavior, and final weld metallurgy and needs to be prepared for specific alloy materials.
By machine-optimizing and controlling these interrelated parameters, laser welding technology is able to provide the best precision, minimal thermal deformation, and high-quality welds.
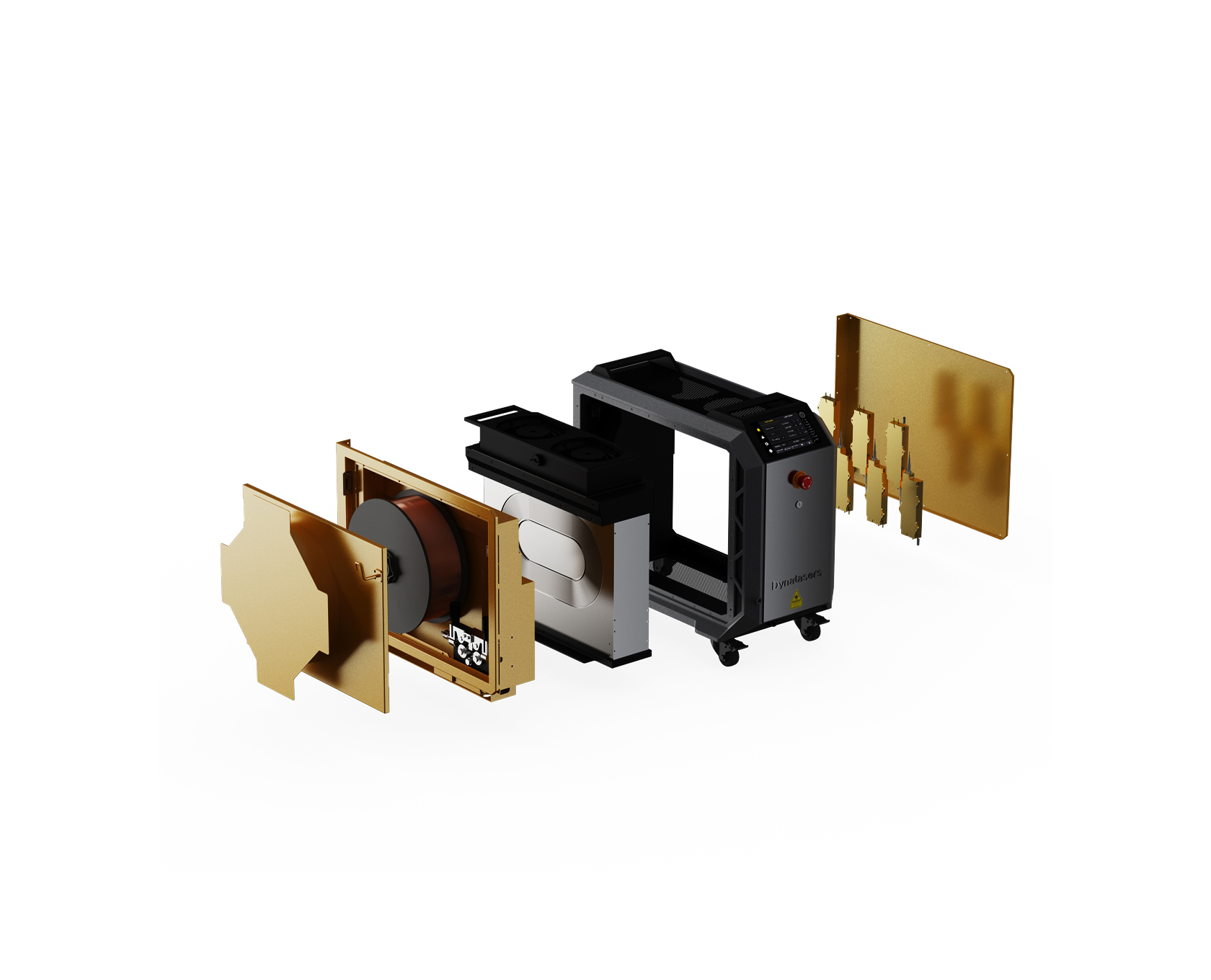
The Main Components of Laser Welder
Laser welding machines are laser welding machines composed of integrated components to achieve precise, efficient welding with minimal deformation. The main components are as follows:
Laser source – is the main reason for the generation of high-energy beam, beam transmission optical system – mainly guides and focuses the laser, workstation/manipulator – positions and moves the workpiece, welding head – controls beam focusing and transmission, cooling system – maintains optimal operating temperature, protective gas delivery – protects the molten pool from contamination, control system – coordinates all machine functions. These components work together to ensure stable welding quality, optimize the process, and maximize operational efficiency.
Laser Source
The laser source is the core component that produces a focused beam for welding. It varies according to different applications and material requirements, such as:
Fiber laser – is the industry standard because of its efficiency, beam quality and extremely low maintenance cost.
CO2 laser – a high-power gas laser suitable for thick materials.
Nd:YAG laser – a solid-state laser for aerospace, medical and fine metal processing
Diode laser – a laser machine suitable for low-power applications
The laser source determines the power output, beam quality and welding speed, and is the most critical component.
Beam Delivery Optics
Beam delivery optics direct and adjust the laser beam from the source to the weld area. These optics ensure efficient delivery of laser energy while maintaining beam quality. Key components include:
Fiber optic cables: used in fiber laser systems, the advantage is that the beam is delivered with minimal energy loss.
Mirrors and lenses: used in CO2 laser welding systems, the advantage is that the laser beam is reflected and focused onto the workpiece.
Collimators and beam expanders: ensure that the beam is properly aligned and focused before it reaches the weld head.
The problem that arises is that the quality of the beam delivery system directly affects accuracy, energy efficiency, and welding precision, etc.
Workstation/Robot
The workstation or robot holds and positions the workpiece during the welding process. Its configuration varies depending on the degree of automation:
Fixed table – base platform/machine for manual or semi-automatic operation
CNC system – programmable control for high-precision positioning of the workpiece or laser head
Robot – industrial automation solution for high-speed welding of complex geometries
A well-designed workstation ensures precise positioning, process repeatability and consistent welding quality throughout the production process.
Welding Head
The welding head focuses and directs the laser beam onto the workpiece through integrated components:
Focusing lens – concentrates the beam for precise weld penetration
Protective glass – protects internal optics from spatter and debris
Wire feed mechanism – delivers filler material to enhance weld strength when required
This component ensures precise beam delivery and optimal heat deformation and energy transfer during welding.
Cooling System
High heat is generated when using laser welding, and an efficient cooling system is important to maintain the operation of the laser source and stabilize components:
Water cooling device – circulates coolant through the laser source and optical components to prevent overheating during use.
Air cooling system – provides sufficient heat dissipation for low-power operation.
Proper cooling prevents thermal damage, ensures uninterrupted use, and extends the life of the equipment.
Shielding Gas Delivery
Shielding gas is required to prevent oxidation and contamination of the weld pool and also to maintain the integrity of the weld:
Argon – suitable for most metals
Helium – allows for deeper penetration, mainly used for high strength welds
Nitrogen – mainly used for stainless steel and materials requiring a controlled atmosphere
Maintaining weld cleanliness, structural integrity and defect-free welds are the main benefits of shielding gas delivery systems.
Control System
The control system coordinates all welding parameters to ensure accuracy and usability:
Real-time monitoring – sensors track the quality of the weld, temperature during use, beam stability, etc.
Automation integration – supports robotic and CNC system operation for high precision and high-volume production
Control systems can improve accuracy, efficiency, process flexibility, etc. in a variety of industrial applications.
The different functions of each component are used together to achieve the best welding performance of the laser welding machine. Dynalasers uses cutting-edge technology to develop laser welding solutions to meet the laser welding needs of the current manufacturing industry and ensure the accuracy, efficiency and reliability of the machine.
Commonly Used Laser Welding Materials
Laser welding is an efficient and precise welding method with minimal deformation, cleanness and strength. It is suitable for many metal materials. However, the suitability of the material depends on the thermal conductivity, reflectivity and laser absorption characteristics. The materials for welding metals are more commonly shown below:
Carbon Steel
Deep penetration welding, minimal heat affected zone
High-speed processing, improved production efficiency
Low carbon steel is easy to weld; high carbon steel requires preheating before welding and proper treatment after welding to prevent cracking
Stainless Steel
Maintain corrosion resistance and material integrity
Minimum heat input reduces warping
Compatible with austenitic (304, 316), ferritic and martensitic grades
Aluminum alloys
Fiber and pulsed lasers overcome reflectivity challenges
Achieve deep penetration and control porosity
Best suited for 5000 and 6000 in automotive and aerospace applications Alloys of this series
Titanium Alloys
High strength to weight ratio for excellent fatigue resistance
Requires inert gas protection to prevent oxidation
Generally no filler material is required
Nickel Alloys
Precise thermal control reduces distortion
Maintains high temperature performance and corrosion resistance
Requires optimized parameters to prevent hot cracking
Precious Metals
Minimal thermal shock protects material properties
Reduces material loss in gold, silver and platinum applications
Provides perfect joints for jewelry and electronics
Dynalasers laser welders can optimize parameters for each material type to ensure weld quality, operating efficiency and the best joints in your application.
Advantages and Disadvantages of Laser Welding
With the popularity of laser welding, it has become the preferred welding in many fields, such as automobiles, aerospace, medical devices, electronics and jewelry manufacturing. As a cutting-edge technology, its accuracy and efficiency are currently the most perfect. Of course, no matter how good the technology is, it will have some limitations. Let us understand its advantages and disadvantages together:
Advantages
Precision and Control
The best accuracy is achieved in various welding, and the heat effect is currently the smallest.
It can be applied to various complex micro-components in electronic or medical devices (advantages of precision and control)
Ensure consistent, repeatable, and defect-free operation
Speed and Efficiency
Compared to traditional welding, laser welding is significantly faster
Increase production and minimize post-processing requirements
Clean welds without grinding or polishing
Deep Penetration
High energy density for strong and deep welding
Can be used for single-pass welding of thick materials
Maintain material integrity
Automation Capabilities
Can be fully integrated with CNC systems or robotic systems
Greatly reduce human errors and labor costs (procedures)
Ensure consistent quality in mass production
Minimum Deformation
Proper heat input reduces warping and stress
Maintains mechanical properties and aesthetics
Suitable for thin materials and delicate components
Clean Process
Non-contact operation, no consumables
Minimal spatter and environmental emissions (also very operator-friendly)
Reduced chemical cleaning requirements (environmental protection)
Material Versatility
Compatible with a wide range of metal materials such as steel, aluminum, titanium and nickel alloys Can join dissimilar materials (provided that the material properties are understood first) Suitable for micro welding and heavy-duty applications, relatively convenient
Disadvantages
Equipment costs more than traditional welding machines
High maintenance and replacement parts costs (local suppliers are recommended)
ROI for small-scale operations (ROI) Challenges, personal or infrequent use has a low return on investment, suitable for long-term work companies or operators
High Capital Investment
Reflective Material Challenges
Aluminum, copper and gold reflect a lot of laser energy
Requires special high-power lasers or beam modulation
Without proper parameter optimization, efficiency will be reduced, so it is necessary to purchase a high-power machine body experience to be relatively better
Critical Joint Preparation
Requires precise alignment and minimum gap
Poor assembly will lead to unfusion or pores
Requires special clamping and preparation
Safety Requirements
Mandatory wearing of protective glasses and safety shields
Requires professional training of operators
Strictly follow laser safety regulations
Metallurgical Considerations
High thermal expansion materials have the risk of cracking
Potential changes in heat affected zone (HAZ) performance
Pre-weld/post-weld heat treatment may be required
Laser welding is a cutting-edge technology in the welding industry. Its speed, precision and automation advantages improve welding efficiency, welding limitations and costs. Among them, Dynalasers’ solutions solve the troubles of enterprises at work through advanced system design, comprehensive training and optimized process parameters, and improve the efficiency of enterprises in various industrial applications.
Health and Safety Considerations for Laser Welding
Laser welding operations also require attention to safety and protection to prevent operators from being harmed by high-intensity radiation, thermal hazards, and air pollution. Specific protective measures are as follows:
Laser Protective Cover
Prevents exposure to stray radiation (is the main protective barrier)
Fully enclosed masks eliminate the hazards of direct and reflected beams
Automated industrial systems are mandatory to ensure that operators are fully protected
Protective Glasses
Safety glasses of specific wavelengths with appropriate optical density (OD) levels
Must be equipped even in closed systems to prevent reflected radiation
Prevent permanent vision damage caused by direct or indirect beam exposure
Ventilation System
Smoke extraction system removes toxic gases and particulate matter from coatings or alloy materials
HEPA filters and dedicated exhaust systems maintain air quality
Prevent the accumulation of harmful air pollutants in the workplace
Personnel Training
Comprehensive safety procedures and emergency plan learning and training
Proper use of personal protective equipment (PPE) and hazard identification technology training
Automatically shut down the beam when the protective cover is damaged
Real-time monitoring of beam alignment, temperature and power parameters
Emergency stop that can immediately stop the system
For the above equipment and precautions, ensure the compliance of the work when implementing the work, protect the safety of the workers, and maintain work efficiency at the same time. Dynalaser integrates the most advanced and laser welding workers’ needs into all laser welder, giving priority to protecting workers’ safety without affecting productivity.
Choosing the Right Laser Welder
Choosing the right welding machine for you will improve the quality, efficiency and cost of welding operations. It is the ideal machine for an enterprise to reduce costs and increase profits. There are many factors involved in the ideal welding process, such as materials, welding environment, etc. In order to improve quality, efficiency and return on investment, the following are the factors we provide to manufacturers to consider:
Material and Thickness
Thin materials – low to medium power can prevent warping of stainless steel, titanium and aluminum plates (within 1KW power)
Thick materials – high power systems can achieve deep penetration of carbon steel and nickel alloys (about 1-2KW power)
Reflective materials – dedicated fiber lasers or pulse configurations can enhance the absorption of aluminum, copper and gold (above 2KW power)
Match the laser source (fiber, CO2, Nd:YAG) according to the absorption characteristics of the material
Production Volume
Small batch/customization – handheld or semi-automatic systems for prototyping and special applications
Large batches – fully automatic CNC/robotic machines ensure consistency and speed
Continuous production – Integrated conveyor and multi-axis capabilities maximize production
Long Term Savings Often Offset Higher Initial Investment
Machine Footprint
Small desktop – applications such as jewelry, medical devices, micro components
Benchtop – mid-size jobs where flexibility is required
Industrial robotic systems – dedicated production lines with infrastructure support
And consider ventilation, power requirements and ease of maintenance
Versatility and Scalability
Multi-mode capabilities – flexibility for conduction, keyhole and hybrid welding
Automation readiness – CNC/robotic compatibility and AI-assisted capabilities
Modular architecture – power upgrades, additional axes, enhanced optics to accommodate future expansion
Dynalasers offers comprehensive consulting services to match laser welding machines to specific operational requirements, ensuring optimal performance, scalability and engineering return in your application.
Laser Welding Process Optimization and Quality Control
Every high-quality laser weld requires systematic process optimization and quality control. Manufacturers must rigorously adjust welding parameters and implement tests when building laser welding machines, and monitor the process in real time during the process to ensure a solid process during the welding process. The following are key aspects of laser welding process optimization and quality assurance.
Parameter Testing
Key parameters that need to be optimized through systematic testing:
Laser power: Controls penetration and heat input
Welding speed: Balances heat-affected zone (HAZ) minimization and fusion quality
Focus position/spot size: Maximizes energy efficiency and accuracy
Shielding gas configuration: Prevents oxidation and enhances joint strength
Trial runs determine the best settings to minimize defects while maximizing efficiency and consistency.
Self-correction mechanisms: Automatically compensates for process deviations
Ensures repeatability and minimizes waste in high-volume production.
Dynalasers’ laser welding machines feature comprehensive optimization tools and quality control capabilities, enabling manufacturers to achieve certified weld quality, as well as maximize production output and appropriately minimize operating costs to increase profitability.
Comparative Analysis of Laser Welding and Traditional Welding Methods
To date, laser welding is a very advanced joining technology. However, traditional welding methods such as TIG MIG/MAG, Electron Beam Welding (EBW) and Plasma Arc Welding (PAW) are still the main welding methods in various applications. Following me to understand the advantages and limitations of various welding methods will help manufacturers or engineers increase their knowledge and use the best welding technology for different products. The following is a detailed comparison of laser welding with these traditional methods.
Laser Welding vs. TIG (GTAW) Welding
TIG Advantages:
Beautiful welds and smooth surface finish
Most complex geometries can be easily controlled
Unlimited thickness of welds
Lower capital investment ($5,000-30,000 vs. $100,000-500,000 for laser welding, varies by country)
TIG Limitations:
Travel speeds are typically 5-10 inches/minute, while laser welding is over 100 inches/minute
Heat-affected zone (HAZ) width is 3-5 times larger, increasing the risk of deformation
High operator experience required (high welding experience)
Only manual operation (not possible with automation, etc.)
Engineering perspective:
TIG welding can only be used in small batches, and although manual flexibility can increase value, the speed and precision of laser welding makes it the key to precision manufacturing.
Laser welding vs. MIG/MAG (GMAW) welding
MIG/MAG advantages:
High deposition rate (5-15 lbs/hr)
Excellent gap bridging capability (up to 3 mm)
Relatively low operator skill requirements
Economically efficient
MIG/MAG limitations:
Spatter is generated during welding and additional time is required for finishing
Higher wire consumption (adds $0.50-2.00 per foot)
Limited accuracy (common tolerance is ±1 mm)
Difficult to weld materials less than 1 mm thick
Engineering perspective:
The cost of welding, such as materials, labor, and post-welding treatment. Although MIG/MAG has low equipment costs, laser welding machines reduce labor by 60-80% through consumables, labor, secondary finishing, etc., and the cost is reduced in the long run. Laser welding usually achieves a return on investment within 18-24 months, which is a great investment
Laser Welding VS. Electron Beam Welding
Electron Beam Welding (EBW) Advantages
Excellent deep penetration:
High quality penetration for thick-walled profiles and large cross-sections
High aspect ratio (depth to width ratio) weld geometries can be processed
Minimal heat affected zone despite high penetration
Disadvantages
Vacuum chamber requirements:
Workpiece size and geometry have an impact on welding
Significantly increases setup time and complexity
Limited production capacity due to vacuum chamber cycles
Laser Welding Advantages
Operational flexibility:
Can be operated in a variety of open-air environments
Quick setup and changeover of jobs can be achieved
Complex geometries and hard-to-reach areas are easily accessible
Disadvantages
Penetration limitations:
Limited penetration capability compared to EBW Electron Beam Welding (EBW)
Thick-walled parts may require multiple passes
Poor results for very thick-walled parts
By comparison, laser welding is faster and more flexible. Although EBW is suitable for thick-walled materials, laser welding is a better choice for various application scenarios such as high speed, automation and high precision.
Laser welding vs. plasma arc welding: advantages and disadvantages
Advantages of plasma arc welding (PAW)
Higher energy concentration: PAW uses a constricted high-energy plasma arc with higher energy density.
Penetration characteristics: Single-pass full penetration welding of materials up to 6 mm thick can be performed without any joint preparation.
Process repeatability: PAW has the best consistency and precise control.
Directional arc control: The process provides good arc direction control, precise weld position and dimensional accuracy in critical welding applications.
Disadvantages of plasma arc welding (PAW)
Excessive heat input: Compared with laser welding processes, plasma arc welding (PAW) produces significantly higher heat input, which can easily cause material deformation or structural changes.
Extended heat affected zone: The heat affected zone (HAZ) generated during welding is larger, and may even damage the material and size of the welded components.
High maintenance requirements: Due to tungsten electrode corrosion, the weld will be affected and even cause frequent equipment downtime.
Limited automation compatibility: Compared with laser welding, PAW has lower automation and moving speed, which makes welding difficult.
Advantages of laser welding
Processing speed: The moving speed of laser welding is usually 2-5 times higher than that of PAW.
Minimum heat-affected zone: The heat-affected zone is extremely small during welding, which reduces thermal deformation in the welding area and is more suitable for thin-walled materials.
Automation compatibility: Laser welding machines can be integrated with robotic systems and have process monitoring functions.
Non-contact operation: The non-contact feature eliminates the problem of electrode wear.
Minimum post-processing requirements: Laser welding produces minimal spatter and fewer post-processing operations, which significantly improves efficiency.
Disadvantages of laser welding
High capital investment: Compared with PAW equipment, laser welding machines require a large amount of capital investment.
Thick-wall section limitation: If the power is not enough, the laser welding machine will be limited by thickness.
Professional training requirements: Due to the hazards of laser radiation and the complexity of the system, this technology requires professional operator training and comprehensive safety regulations.
Material-specific limitations: Certain material combinations and joint configurations may present processing challenges that require extensive process optimization and parameter development for successful implementation.
Conclusion
Laser welding is an advanced welding technology. Compared with traditional welding methods, laser welding machines have significant advantages, including faster processing speed, higher penetration, minimal thermal deformation, and automation compatibility.
Industrial Laser Welding Solutions
Dynalasers specializes in developing and manufacturing advanced laser welding machines designed for precision manufacturing applications. Our fiber laser welding machines are designed to provide the best penetration characteristics, tighter dimensional accuracy, and full automation integration capabilities. These machines exhibit the best material compatibility on a variety of substrates while maintaining consistent weld quality and minimal thermal distortion.
For detailed technical specifications, application engineering consultation, and system configuration options, please contact our technical sales team to discuss your specific manufacturing requirements and develop the right laser welding solution for your operation.