Tiktok

Official account

Video Account

How Does A Laser Welding Machine Work.
Date:2025-05-08Click:1409
Laser welding is a high-precision welding process that uses a focused laser beam to melt and fuse materials together. This process is particularly effective for joining metals and thermoplastics, offering a clean, fast, and efficient method for creating strong welds. Faster, more precise and cleaner are reflected in laser welding machines, so they are loved by many engineers.
Laser welding is revolutionizing manufacturing due to its ability to produce precise, clean welds with minimal heat distortion. It offers numerous advantages over traditional welding methods, including faster welding speeds, reduced material waste, and lower operational costs in high-volume production environments. With the increasing demand for small, intricate, and high-quality welds, laser welding has become an essential tool in modern manufacturing.
Laser welding relies on the principles of stimulated emission and photon amplification. A laser is created when energy is supplied to a medium (such as a gas or solid material), causing the atoms or molecules in the medium to become “excited” and release photons. These photons are amplified in a process called stimulated emission, producing a highly focused beam of light. The laser beam is then directed onto the material, where its energy is absorbed to melt and fuse the material at the joint.
There are several types of lasers commonly used in welding applications, each with unique characteristics and applications:
The wavelength of the laser determines its interaction with different materials. Shorter wavelengths, like those produced by fiber lasers, are absorbed more efficiently by metals, leading to deeper penetration and cleaner welds. The power density, or energy concentration in the beam, also plays a critical role in the effectiveness of the welding process. High power density is essential for deep penetration welding, while lower power densities are suitable for thin materials and delicate applications.
Key Components of a Laser Welding Machine
The laser source is the core component of the laser welding machine, generating the laser beam. There are various types of laser sources used in welding, such as diode-pumped lasers and gas lasers. Diode-pumped lasers, commonly used in fiber lasers, offer higher efficiency, longer lifespan, and lower maintenance costs compared to gas lasers.
The optical delivery system consists of mirrors, lenses, and fiber optics that focus and guide the laser beam to the workpiece. The quality of the optical system is critical for achieving accurate beam positioning and maintaining the precision of the weld. Fiber optics are commonly used in modern laser welding systems for their ability to transport the laser beam efficiently over long distances.
Cooling systems are essential for managing the heat generated during the welding process. Laser welding systems typically use either air cooling or water cooling systems to prevent overheating of the machine components. Water cooling is more commonly used in high-powered systems due to its superior heat dissipation capabilities.
Many laser welding machines are equipped with Computer Numerical Control (CNC) or robotic systems that enable precise movement of the laser beam over the workpiece. These systems ensure that the beam is positioned with high accuracy, improving weld quality and repeatability. Automation capabilities also increase production speed and consistency in high-volume manufacturing.
The laser welding process begins by generating a high-powered laser beam, which is then focused onto the material’s surface. The beam is concentrated to a small point, allowing it to deliver significant energy to a precise location. The energy from the beam heats the material to its melting point.
When the laser beam hits the material, the focused energy melts the base material at the joint. In some cases, filler material is added to ensure a strong bond between the pieces being welded. The laser’s high power allows for fast melting, reducing the overall welding time.
As the material melts, a molten pool forms at the weld site. The molten pool is carefully controlled to ensure that the correct amount of material is fused together without overfilling or causing excessive spatter.
Once the laser moves past the joint, the molten material begins to cool and solidify, forming a strong and durable weld. The precise control of the laser ensures that the weld is clean and well-formed with minimal distortion.
Conduction welding is used for thin materials. In this technique, the laser beam delivers heat to the material surface, causing it to melt. The penetration is shallow, and the weld is formed by the conduction of heat into the material.
Conduction welding is ideal for applications where minimal heat input is required and for welding thin materials without significant distortion.
Keyhole welding is used for thicker materials. The laser beam creates a deep, narrow hole (the “keyhole”) in the material, through which the laser light passes. The keyhole facilitates deep penetration, making it suitable for thicker materials like steel and titanium.
Keyhole welding provides deep penetration, creating strong joints for thicker materials, which would be difficult to weld using other methods.
In pulsed laser welding, the laser beam is delivered in short bursts, providing high precision for delicate materials. Continuous wave (CW) laser welding uses a steady laser beam for longer, deeper welds, making it ideal for high-speed, high-volume applications.
Pulsed lasers are preferred for precision welding, while CW lasers are better suited for deep penetration and faster weld speeds.
The success of laser welding depends on the efficient absorption of laser energy by the material being welded. Different materials absorb energy at different rates, and the laser must be tuned to match the material’s properties. Efficient heat transfer ensures that the material reaches its melting point without excessive overheating.
In keyhole welding, the material vaporizes, creating a plasma plume that surrounds the keyhole. The stability of this plume is critical to maintaining consistent penetration. If the plasma becomes unstable, it can lead to defects in the weld.
One of the main advantages of laser welding is its ability to minimize the heat-affected zone (HAZ). By focusing the energy on a small area, the HAZ is kept to a minimum, reducing the risk of material distortion and maintaining the integrity of the surrounding material.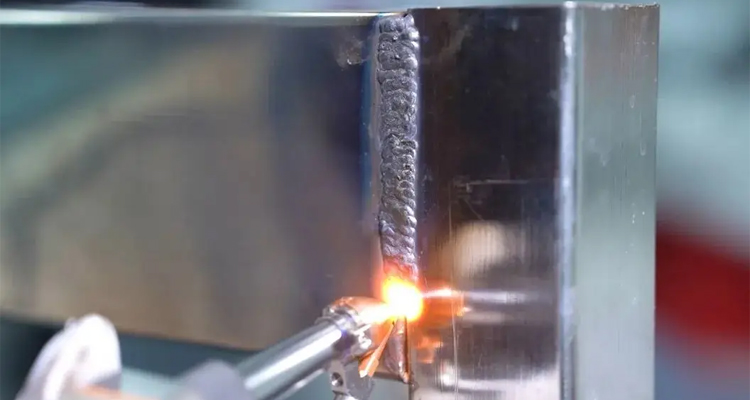
The power of the laser and the duration of the pulse are critical parameters that influence the weld’s depth and quality. Higher laser power is needed for thicker materials, while shorter pulse durations are often used for precision work.
The diameter of the laser beam and its focal point are important factors in controlling the weld size and penetration. A smaller beam diameter provides greater precision, while adjusting the focal point allows for different weld depths.
The speed at which the laser moves across the material affects the overall weld quality. Faster travel speeds are typically used for high-volume production but may require adjustments to power and pulse duration. Shielding gas selection is also crucial in protecting the weld pool from contamination.
Laser welding is ideal for welding a wide variety of metals, including steel, aluminum, and titanium. The precision of the laser allows it to handle both thin and thick materials with minimal heat distortion.
In addition to metals, laser welding can also be used for plastics and composite materials. This method is especially beneficial for joining materials that are difficult to weld with traditional methods, such as polycarbonate or thermoplastics.
Laser welding can accommodate various joint configurations, including lap, butt, and fillet joints. Each configuration requires adjustments to the laser settings to ensure a strong, durable weld.
Laser welding machines offer faster cycle times and higher precision than traditional methods like MIG or TIG welding. The process is highly repeatable, ensuring consistent weld quality, even in high-volume production settings.
Laser welding produces cleaner welds with minimal spatter or distortion, reducing the need for post-welding cleaning and finishing. This makes it a cost-effective solution for industries where aesthetics and minimal post-processing are important.
Laser welding can efficiently join dissimilar metals and reflective materials (like aluminum) that are difficult to weld with traditional methods. The ability to focus the energy precisely allows for high-quality welds in complex material combinations.
Operators should wear appropriate protective gear, including laser safety glasses, gloves, and protective clothing to prevent injury from the laser beam and other welding hazards.
Proper ventilation is essential to manage fumes and gases produced during the welding process. Welding areas should be equipped with effective fume extraction systems to ensure a safe working environment.
Laser welding operations must comply with safety regulations set by ANSI and OSHA. This includes maintaining proper shielding, safety systems, and worker training to ensure compliance with industry standards.
Laser welding is a highly effective and efficient technology that is revolutionizing modern manufacturing. With its precision, speed, and versatility, it provides numerous advantages over traditional welding methods. If you need to buy a handheld intelligent laser welding machine, please contact us.