Tiktok

Official account

Video Account

Disadvantages-of-laser-welding
Date:2025-05-12Click:1411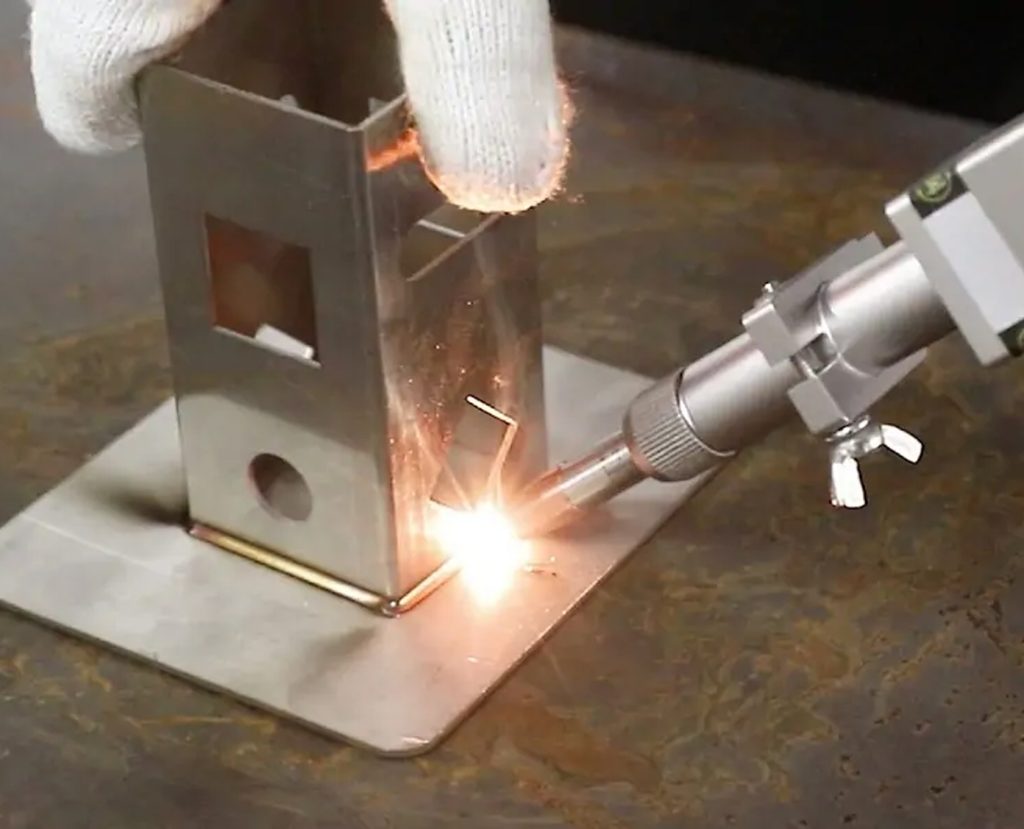
Laser welding is used across a wide range of industries because it is precise, fast, and applicable to a wide variety of projects. At Dynalasers, our manufacturing partners may use this technology when welding sheet metal components and assemblies. The laser welding machine manufacturing process utilizes a highly focused beam of light to melt and fuse materials together to form a strong bond.
This method does have some disadvantages, follow me as we explore the six major disadvantages of handheld laser welding technology.
First, the price. Laser welding machines are very expensive, much more expensive than other types of welding equipment because they are equipped with advanced components such as modern optics, control systems, and necessary safety features. . This can be unaffordable for individual users. These costs can be a difficult barrier to overcome, especially for individual users with limited funds or uncertain return on investment projections.
In addition, you need to consider repair and maintenance costs.
Energy consumption: Handheld laser welders consume a lot of power.
Specialized consumables: Shielding gases, cleaning fluids, and specialized accessories required for optimal performance increase the cost of ownership.
Replacement parts: Critical components such as fiber optic cables, focusing lenses, and protective windows need to be replaced regularly, typically every 6-18 months, depending on usage patterns.
While laser welding is well suited for joining thinner materials, it has some difficulty with thicker materials—the deeper the laser penetrates a material, the weaker it is, so you may find that your laser welder struggles with thicker materials. This fundamental limitation directly affects its versatility and suitability for use in different industries and applications. If you plan to weld thicker materials with a laser, electron beam welding (which uses an electron beam powerful enough to penetrate thicker materials) should be able to complete the weld in one pass.
These limitations stem from the physics of laser-material interaction. As the laser beam penetrates deeper into the material, several problematic phenomena occur:
Reduced power density: The focused energy of the laser beam spreads out as the penetration depth increases, reducing the effective power density at the weld interface.
Keyhole instability: At deeper penetrations, the laser-generated vapor “keyhole” can become unstable, resulting in porosity, weld bead irregularities, and inconsistent fusion.
Heat dissipation challenges: The amount of heat conducted away from the weld zone increases with material thickness, requiring exponentially more power to maintain adequate fusion temperatures at greater depths. the maintenance of multiple welding systems and complicating production workflows.
Disadvantage 3: Material Compatibility Challenges
laser welding machines are not as widely available to handle a variety of materials as other types of welders. Laser welders may have difficulty with highly reflective materials that have high thermal conductivity (such as aluminum or copper alloys).
Laser welders do not like reflective surfaces because a large amount of energy is reflected by the surface before it is absorbed during the welding process, and the absorbed energy is quickly dissipated. This makes it difficult for the laser beam to adequately heat the surface and form a sufficiently strong weld. When laser welding materials such as high-carbon steel and aluminum alloys, the rapid temperature changes during the welding process may cause them to crack, deform, or even change their material properties.
Back reflection damage: Reflected laser energy can damage the delivery optics and even the laser source itself, which can lead to expensive repairs or complete system failure.
Inconsistent weld start: Variable absorptivity can lead to unpredictable weld start conditions, often resulting in incomplete fusion at the start of the weld.
Process instability: Once started, welds of reflective materials tend to exhibit unstable behavior due to dynamic changes in absorptivity as the surface temperature fluctuates.
Power inefficiency: Large amounts of reflected energy represent wasted power, contributing to operating costs while achieving suboptimal results.
Although surface preparation and specialized process parameters can mitigate these issues to some extent, they add complexity and cost to the welding process, often negating the efficiency advantages promised by laser welding.
Laser welding can be very dangerous if all safety precautions are not followed and operated with caution. Handheld laser welding machines usually use Class 4 lasers (the highest and most dangerous level). If your skin comes into contact with the laser beam, it can cause serious injuries and burns. If you forget to wear goggles, eye damage is likely to occur; if you work in a poorly ventilated area, the gases, vaporized particles, and fumes emitted by laser welding equipment can cause respiratory problems, etc.
| Laser Class | Power Output | Potential Eye Damage | Potential Skin Damage | Fire Hazard |
|---|---|---|---|---|
| Class 1 | <0.39 mW | None under normal use | None | None |
| Class 2 | 0.39-1 mW | Minimal with blink reflex | None | None |
| Class 3R | 1-5 mW | Possible with direct exposure | None | None |
| Class 3B | 5-500 mW | Definite with direct exposure | Possible | Minimal |
| Class 4 | >500 mW | Severe (direct and reflected) | Severe burns possible | Significant |
| Handheld Welders | 1,000-2,000 W | Instant permanent blindness | Deep tissue burns | Can ignite materials |
The consequences of inadequate safety measures can be devastating:
To avoid injuries and health problems, be sure to stock up on (and wear) the right safety gear, such as goggles, a mask, and gloves. You’ll also want to strictly follow proper safety procedures and weld in a well-ventilated area.
Handheld laser welding machine demonstrate surprising sensitivity to environmental factors that can significantly impact weld quality, process reliability, and operator safety. These sensitivities make the technology less robust than traditional welding methods in many real-world industrial environments.
| Environmental Factor | Impact on Laser Welding | Traditional Welding Comparison |
|---|---|---|
| Dust/Particulates | Beam scattering, optics damage, reduced penetration | Minimal impact |
| Humidity | Condensation on optics, beam absorption, electrical issues | Limited impact |
| Temperature Fluctuations | Alignment changes, power fluctuations | Minimal impact |
| Vibration | Beam misalignment, focus position errors | Limited impact |
| Airflow/Drafts | Shielding gas disruption, inconsistent cooling | Moderate impact |
This environmental sensitivity translates to practical challenges:

Handheld laser welding imposes significantly more stringent requirements for joint preparation and fit-up than conventional welding methods. The focused nature of laser energy, while beneficial for precision, creates minimal tolerance for gaps, misalignment, or contamination.
| Joint Type | Max Acceptable Gap (Laser) | Max Acceptable Gap (TIG) | Max Acceptable Gap (MIG) |
|---|---|---|---|
| Butt Joint | 0.1-0.2mm | 0.5-1.0mm | 1.0-2.0mm |
| Lap Joint | 0.05-0.1mm | 0.3-0.8mm | 0.5-1.5mm |
| T-Joint | 0.1-0.2mm | 0.5-1.0mm | 1.0-2.0mm |
| Corner Joint | 0.1-0.2mm | 0.4-0.8mm | 0.8-1.8mm |
| Edge Joint | 0.05-0.15mm | 0.3-0.7mm | 0.5-1.5mm |
These exacting requirements translate to several practical challenges:
Despite their handheld nature, these laser systems face significant accessibility challenges that limit their application in complex assemblies:
These accessibility limitations often necessitate design modifications to accommodate laser welding or the maintenance of alternative joining methods for inaccessible features—both representing compromises that can undermine the business case for handheld laser technology.
Laser welding machines can be excellent tools for specific applications where high strength, precision, and speed are critical. However, potential users should carefully consider the cost, safety requirements, material limitations, and operator skill required before investing in a laser welding machine.
We are Dynalasers, a professional manufacturer of laser welding machines. If you need an agent or want to know more about laser welding machines, please contact us.