
揭开便携式激光焊接机的神秘面纱:成功的技术要求
日期:2025-04-25点击次数:1208
随着技术的进步,激光焊接行业近年来已经显著成熟。激光焊接机与传统焊接相比具有许多显著优势。你知道便携式焊接比传统焊接有什么优势吗?让我们一起探索一下。
便携式焊接主要是以零经验实现无缝焊接。按照以下步骤学习焊接的基础知识,让你从新手变成焊接专家!

要了解便携式激光焊接的技术要求,我们必须首先研究使这一过程成为可能的物理原理。与使用电流产生热量的传统电弧焊接不同,激光焊接利用集中的光能来创建精确、高强度的接头。
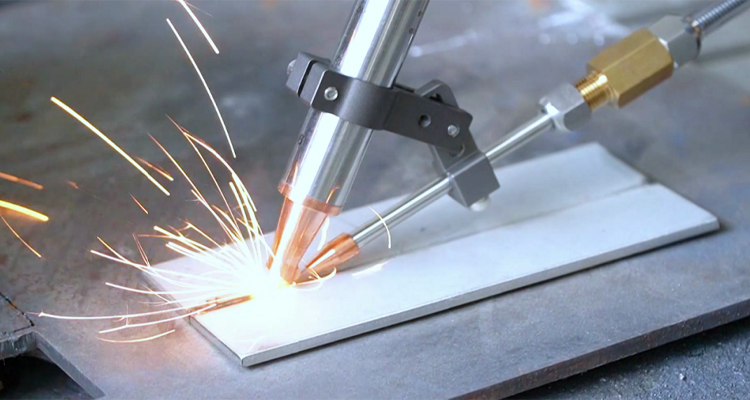
激光焊接的核心依赖于能量集中的基本原理。激光束——代表“受激辐射的光放大”——产生一个聚焦的强光柱。这种光束的功率密度通常在每平方厘米10^4到10^7瓦之间,集中在直径为0.2-0.6mm的点上。
当这种集中的能量撞击材料时,会同时发生几种物理相互作用:
为了使焊接成功进行,吸收必须主导这些相互作用。吸收的能量会迅速将材料加热到熔点(不锈钢通常为1400-1500摄氏度),在某些情况下,还会加热到汽化点,从而产生工程师所谓的“钥匙孔”效应,实现深熔焊接。
现代便携式激光焊接机通常使用波长在1064-1070纳米左右的光纤激光器。这种波长选择不是任意的,它代表了一种特定的属性平衡:
了解这些物理原理对于操作员在焊接不同材料或接头配置时就参数调整做出明智的决定至关重要。

成功的激光焊接最关键的方面之一是了解不同材料对激光能量的反应。这些知识不能通过设备设计完全自动化或消除。
材料将激光能量转化为热量的效率变化很大:
| 材料 | 近似吸收率(1064nm) |
|---|---|
| 铝 | 5-15% |
| 铜 | 2-10% |
| 不锈钢 | 30-35% |
| 碳钢 | 35-40% |
| 钛 | 40-50% |
这些差异意味着焊接铝或铜需要比钢高得多的功率设置来实现类似的结果。操作员必须了解这些特性才能进行适当的调整,因为即使是[敏感词]的便携式系统也无法自动补偿所有材料变化。
除了简单的吸收率,具有高导热性的材料还面临着特殊的挑战。例如,铜将热量从焊接区传导出去的速度大约是不锈钢的10倍。这种快速散热需要特定的技术方法:
这些调整需要了解激光参数和材料特性之间的关系,这些知识不仅仅局限于按下便携式机器上的按钮。
材料表面的状况会极大地影响焊接结果。技术考虑因素包括:
了解这些特定于材料的要求需要超越便携式设备简化接口的技术知识。

与…同时便携式激光焊接机提供用户友好的界面,成功的操作仍然需要理解多个焊接参数之间的复杂相互作用。
便携式激光焊接系统的功率输出直接影响熔深、焊缝宽度和整体热输入。大多数便携式系统的功率范围为1000至1500瓦,可通过多种方式调节:
选择合适的电源设置需要了解被焊接接头的具体要求。功率太小会导致熔深不足和焊缝薄弱,而功率过大会导致烧穿,特别是在薄材料中。
焊接速度——激光束沿接头移动的速度——对功率设置形成了关键的平衡。该参数通常以毫米或米/分钟为单位进行测量,并直接影响几个结果:
找到最佳速度需要对焊接材料和接头要求有技术上的了解。例如,焊接镀锌钢需要足够的速度,以便在焊池固化之前让锌蒸气逸出,从而防止气孔缺陷。
焦点相对于材料表面的位置会显著影响焊接特性:
即使将焦点位置调整0.5mm,也会显著改变焊接性能。该参数需要技术理解,这超出了有时归因于便携式激光焊机的简化“点对点”操作。
先进的便携式激光焊接系统提供脉冲整形功能,可以改变能量随时间的传递方式。常见的模式包括:
选择合适的脉冲模式需要了解它们的冶金效应,例如斜坡下降模式如何减少焊缝末端的焊口形成,或者斜坡上升模式如何帮助在高反射材料中建立焊池。
即使使用便携式激光焊接系统,保护气体的选择和应用也是技术知识仍然至关重要的另一个领域。
保护气体在激光焊接中起着几个关键作用:
如果没有适当的保护气体应用,即使是[敏感词]的便携式激光焊接机也会产生次优结果。
不同的应用需要特定的保护气体或气体混合物:
| 气体 | 主要好处 | 典型应用 |
|---|---|---|
| 氩气 | 良好的抗氧化性,经济实惠 | 通用不锈钢焊接 |
| 氦 | 优异的导热性,更深的渗透性 | 反光材料(铝、铜) |
| 氮 | 经济高效,适用于某些不锈钢 | 奥氏体不锈钢焊接 |
| 氩/氦混合物 | 保护和渗透的平衡 | 高速焊接,厚截面 |
选择合适的气体需要了解材料特性、接头要求和经济考虑因素——便携式设备无法完全自动化的技术知识。
除了气体选择外,适当的流速和输送方法对焊接质量有重大影响:
这些参数必须根据接头配置、材料类型和环境条件进行调整,这需要超越自动化系统能力的技术判断。

虽然便携式激光焊接系统的设计易于使用,但要保持其性能,需要对几个关键部件有技术了解。
激光焊接系统中的光学元件是需要特别小心的精密元件:
受污染或损坏的光学元件会使功率输送减少30%或更多,直接影响焊接质量。了解光学退化的症状和正确的清洁程序需要基本操作之外的技术知识。
便携式激光焊接系统包含复杂的冷却系统,可将激光源和光学元件保持在最佳温度。这些系统需要:
不维护冷却系统可能会导致激光效率降低、光学损坏或整个系统故障。了解冷却系统要求代表了另一个无法通过设备设计消除的技术方面。
便携式激光焊接系统的电源需要技术注意:
这些考虑需要超越焊接设备基本操作的电气知识。

尽管用户界面设计取得了进步,但便携式激光焊接系统的成功操作仍然需要在几个关键领域进行结构化培训。
激光焊接涉及操作员必须了解的特定安全隐患:
这些安全考虑需要超越简单操作程序的技术理解。
便携式激光焊接操作员的有效培训通常包括:
本次培训为成功应用便携式激光焊接技术.
除了理论知识,操作员还需要动手技能发展:
这些技能代表了即使使用[敏感词]的便携式设备也仍然必不可少的技术人力要素。

“便携式激光焊机可以在没有技术的情况下进行焊接吗?”这个问题揭示了对该工具的误解。便携式激光焊机不是消除技术,而是代表了技术的[敏感词]——将复杂的系统浓缩成用户友好的组件,使先进的连接技术更容易掌握。
这些机器降低了进入门槛,但仍然取决于操作员使用机器:
便携式激光焊接技术并没有消除对技术知识的需求,但它改变了知识的应用方式。最成功的操作员将便携式设备的便利性与焊接原理的坚实基础相结合,他们意识到简化界面背后隐藏着需要人工指导的复杂技术。








