Tiktok

Official account

Video Account

Demystifying Portable Laser Welding Machine: Technical Requirements for Success
Date:2025-04-25Click:1210
With the advancement of technology, the laser welding industry has matured significantly in recent years.Laser welding machines have many significant advantages over traditional welding. Do you know what advantages portable welding has over traditional welding? Let’s explore it together.
Portable welding is mainly to achieve seamless welding with zero experience. Follow the steps below to learn the basics of welding and turn you from a novice to a welding expert!

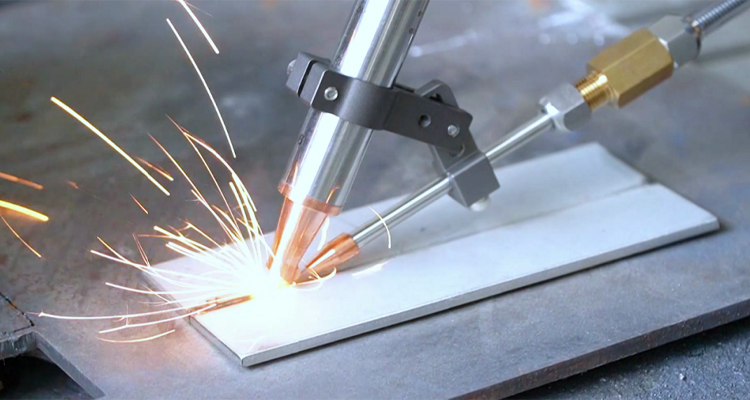
To understand the technical requirements of portable laser welding, we must first examine the physics that make this process possible. Unlike traditional arc welding, which uses electrical current to generate heat, laser welding employs concentrated light energy to create precise, high-strength joints.
At its core, laser welding relies on the fundamental principle of energy concentration. A laser beam—which stands for “Light Amplification by Stimulated Emission of Radiation”—creates a focused column of intense light energy. This beam typically achieves power densities ranging from 10^4 to 10^7 watts per square centimeter, concentrated into spots as small as 0.2-0.6mm in diameter.
When this concentrated energy strikes a material, several physical interactions occur simultaneously:
For welding to occur successfully, absorption must dominate these interactions. The absorbed energy rapidly heats the material to its melting point (typically 1,400-1,500°C for stainless steel) and, in some cases, to its vaporization point, creating what engineers call a “keyhole” effect that enables deep penetration welds.
Modern portable laser welding machine typically utilize fiber lasers operating at wavelengths around 1064-1070 nanometers. This wavelength selection is not arbitrary—it represents a specific balance of properties:
Understanding these physical principles is essential for operators to make informed decisions about parameter adjustments when welding different materials or joint configurations.

One of the most critical aspects of successful laser welding is understanding how different materials respond to laser energy. This knowledge cannot be fully automated or eliminated through equipment design.
The efficiency with which materials convert laser energy into heat varies dramatically:
| Material | Approximate Absorption Rate (1064nm) |
|---|---|
| Aluminum | 5-15% |
| Copper | 2-10% |
| Stainless Steel | 30-35% |
| Carbon Steel | 35-40% |
| Titanium | 40-50% |
These differences mean that welding aluminum or copper requires significantly higher power settings than steel to achieve similar results. Operators must understand these properties to make appropriate adjustments, as even the most advanced portable systems cannot automatically compensate for all material variations.
Beyond simple absorption rates, materials with high thermal conductivity present special challenges. Copper, for example, conducts heat away from the weld zone approximately 10 times faster than stainless steel. This rapid heat dissipation requires specific technical approaches:
These adjustments require understanding the relationship between laser parameters and material properties—knowledge that extends beyond simply pressing a button on a portable machine.
The condition of a material’s surface dramatically impacts welding results. Technical considerations include:
Understanding these material-specific requirements demands technical knowledge that goes beyond the simplified interfaces of portable equipment.

While portable laser welding machines offer user-friendly interfaces, successful operation still requires understanding the complex interplay between multiple welding parameters.
The power output of a portable laser welding system directly affects penetration depth, weld width, and overall heat input. Most portable systems offer power ranges from 1,000 to 1,500 watts, adjustable in various ways:
Selecting appropriate power settings requires understanding the specific requirements of the joint being welded. Too little power results in inadequate penetration and weak welds, while excessive power can cause burn-through, particularly in thin materials.
Welding speed—the rate at which the laser beam moves along the joint—forms a critical counterbalance to power settings. This parameter is typically measured in millimeters or meters per minute and directly influences several outcomes:
Finding the optimal speed requires technical understanding of both the material being welded and the joint requirements. For example, welding zinc-coated steel requires sufficient speed to allow zinc vapors to escape before the weld pool solidifies, preventing porosity defects.
The position of the focal point relative to the material surface dramatically affects weld characteristics:
Adjusting focus position by even 0.5mm can significantly change weld properties. This parameter requires technical understanding that extends beyond the simplified “point and shoot” operation sometimes attributed to portable laser welders.
Advanced portable laser welding systems offer pulse shaping capabilities that modify how energy is delivered over time. Common patterns include:
Selecting appropriate pulse patterns requires understanding their metallurgical effects, such as how a ramp-down pattern reduces crater formation at the end of welds, or how a ramp-up pattern can help establish the weld pool in highly reflective materials.
The selection and application of shielding gases represent another area where technical knowledge remains essential, even with portable laser welding systems.
Shielding gases serve several critical functions in laser welding:
Without proper shielding gas application, even the most advanced portable laser welding machine will produce suboptimal results.
Different applications require specific shielding gases or gas mixtures:
| Gas | Primary Benefits | Typical Applications |
|---|---|---|
| Argon | Good oxidation protection, economical | General purpose, stainless steel welding |
| Helium | Superior thermal conductivity, deeper penetration | Reflective materials (aluminum, copper) |
| Nitrogen | Cost-effective, suitable for some stainless steels | Austenitic stainless steel welding |
| Argon/Helium mixtures | Balance of protection and penetration | High-speed welding, thick sections |
Selecting the appropriate gas requires understanding material properties, joint requirements, and economic considerations—technical knowledge that portable equipment cannot fully automate.
Beyond gas selection, proper flow rate and delivery method significantly impact weld quality:
These parameters must be adjusted based on joint configuration, material type, and environmental conditions—requiring technical judgment beyond the capabilities of automated systems.

While portable laser welding systems are designed for ease of use, maintaining their performance requires technical understanding of several key components.
The optical components in a laser welding system are precision elements that require specific care:
Contaminated or damaged optics can reduce power delivery by 30% or more, directly affecting weld quality. Understanding the symptoms of optical degradation and proper cleaning procedures requires technical knowledge beyond basic operation.
Portable laser welding systems incorporate sophisticated cooling systems that maintain the laser source and optics at optimal temperatures. These systems require:
Failure to maintain the cooling system can result in reduced laser efficiency, optical damage, or complete system failure. Understanding cooling system requirements represents another technical aspect that cannot be eliminated through equipment design.
The electrical power supply for portable laser welding systems demands technical attention:
These considerations require electrical knowledge that extends beyond basic operation of the welding equipment.

Despite advances in user interface design, successful operation of portable laser welding systems still requires structured training in several key areas.
Laser welding involves specific safety hazards that operators must understand:
These safety considerations require technical understanding beyond simple operational procedures.
Effective training for portable laser welding operators typically includes:
This training develops the technical foundation necessary for successful application of portable laser welding technology.
Beyond theoretical knowledge, operators require hands-on skill development:
These skills represent the technical human element that remains essential even with the most advanced portable equipment.

The question, “Can portable laser welders weld without technology?” reveals a misunderstanding of the tool. Rather than eliminating technology, portable laser welders represent the pinnacle of technology—condensing complex systems into user-friendly components that make advanced joining techniques easier to master.
These machines lower the barrier to entry, but it still depends on the operator to apply the machine:
Portable laser welding technology does not eliminate the need for technical knowledge, but it changes the way that knowledge is applied. The most successful operators combine the convenience of portable equipment with a solid foundation in welding principles—they realize that behind the simplified interface lies complex technology that requires human guidance.