Tiktok

Official account

Video Account

Practical sharing | Guanghong Yueda teaches you how to create perfect welds
Date:2024-11-18Click:1421In the welding industry, welders have always regarded welds as a transcript of their welding skills, and high-quality and aesthetically pleasing welds are undoubtedly the gold standard for measuring the skill level of welders.
However, in the actual welding process, defects often occur in the weld due to inappropriate equipment selection, different levels of technical workers, improper operation methods, and other factors.
In the process of using Guanghong Yueda's products, the strong product strength has brought welders a more worry free, labor-saving, and beyond expected welding effect and efficiency. Guanghong Yueda has compiled various types and causes of common welding defects for everyone, providing solutions for various common welding defects such as undercutting, blackening of welds, splashing, porosity, cracks, etc. Hurry up and collect this batch of dry goods~
1Bite the edge
Biting edge, also known as "biting meat", is a common issue reported by customers who use traditional welding equipment. Biting is generally a depression or groove left by the melting of the base metal at the edge of the weld seam by an arc or flame, without the addition of filler metal.
 Defect diagram
Defect diagram
resolvent:
To address the issue of undercutting, simply replacing traditional welding equipment with Guanghong Yueda laser handheld welding can solve it.
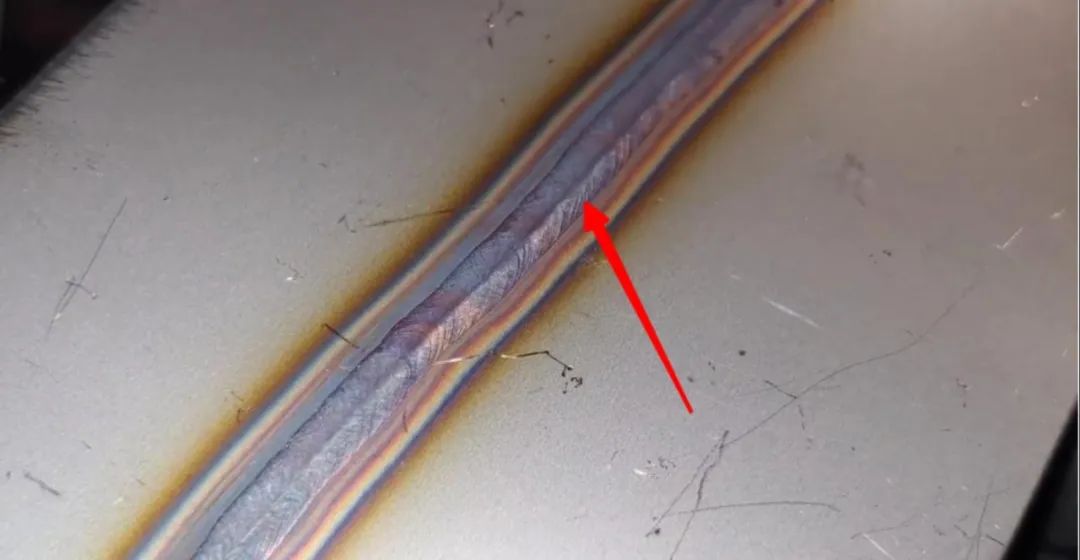
 Guanghong Yueda Laser Handheld Welding Effect
Guanghong Yueda Laser Handheld Welding Effect
Using Guanghong Yueda laser handheld welding, the welding material is evenly conveyed by the wire feeding system and melted by the laser; High stability, with the same metal replenishment at the welding position, avoiding the occurrence of undercutting.
2Blackening of weld seam
When oxygen enters the gas protective cover through air, moisture and pollutants increase the probability of combustion (oxidation) of the filling metal wire, causing discoloration and blackening of the weld seam.
 Defect diagram
Defect diagram
resolvent:
1. Check if the air pressure is sufficient, whether the welding wire used matches the raw material, and whether there are coatings, oil stains, oxidation layers, etc. on the welding raw material.
2. Use inert gases (nitrogen, argon) with a purity of 99.99%.
3. Adjust the process parameters and appropriately reduce the output power.
 Guanghong Yueda Laser Handheld Welding Effect
Guanghong Yueda Laser Handheld Welding Effect
3spatter
After laser welding is completed, there are many metal particles adhering to the surface of the material or workpiece.
 Defect diagram
Defect diagram
resolvent:
1. Clean the welding material to reduce surface impurities.
2. Correctly select welding process parameters.
3. Control the extension length of the welding wire so that the molten pool can be seen clearly.
 Guanghong Yueda Laser Handheld Welding Effect
Guanghong Yueda Laser Handheld Welding Effect
4stoma
During the welding process, voids are formed inside or on the surface of the weld metal due to the inability of gas to escape in a timely manner.
 Defect diagram
Defect diagram
resolvent:
1. Carefully clean the surface of the welded part of rust, oil stains, moisture, etc. before welding.
2. Adopt appropriate protective gas flow rate.
3. Regularly clean the nozzle.
4. Adopt appropriate process parameters.
 Guanghong Yueda Laser Handheld Welding Effect
Guanghong Yueda Laser Handheld Welding Effect
5crackle
During or after the welding process, metal fracture occurs in the welding area, which can occur inside or outside the weld seam, or in the heat affected zone. It can be divided into longitudinal cracks, transverse cracks, arc pit cracks, root cracks, etc. according to the location of its occurrence, and can also be divided into hot cracks, cold cracks, and reheat cracks.
 Defect diagram
Defect diagram
resolvent:
1. Choose the appropriate welding wire for different gaps, and generally the welding gap should be smaller than the diameter of the welding wire.
2. Use appropriate welding parameters to melt the welding material and base material, and stir the solution thoroughly.
 Guanghong Yueda Laser Handheld Welding Effect
Guanghong Yueda Laser Handheld Welding Effect

01Massive parameters, intelligent simplification, welding at will
In the fine operation of laser handheld welding, process parameters are the key to success or failure. Under traditional welding methods, it is often necessary for experienced craftsmen to personally operate the welding to ensure accuracy.
Guanghong Yueda Technical TeamOur self-developed intelligent system uses cutting-edge technology to build a smart ecosystem. Through in-depth analysis of tens of thousands of sets of welding process data, we have built a precise, efficient, and controllable process library. The system comes with 150 sets of simplified modes and 128 sets of professional modes.The massive parameter configuration not only significantly reduces the dependence on manual skills and saves costs, but also enables welding operations to be handled with ease in various scenarios with high adaptability, without the need for complicated adjustments and confirmations, ensuring consistent weld quality and completely eliminating the hassle of rework after welding.
Industry leading Level 2 minimalist UI design makes intelligence within reach, achieving a smooth experience of "one click start, instant welding"Even beginners can master the essentials in just 5 minutes.The power on/off automatically saves the current parameters and can be used directly the next time it is turned on. The user-friendly design fully considers the needs of the user, making the operation more convenient and efficient; The process library automatically matches the optimal wire feeding speed, coupled with precise stop light automatic retraction function, completely solves the problem of wire sticking, making the welding process flow like clouds and water, and the weld seam is formed in one go, showing professional style.

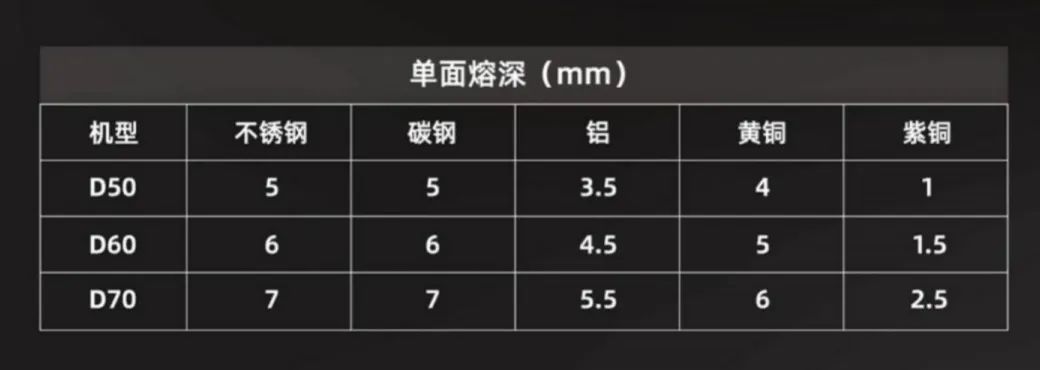
Supported by an excellent process library, Guanghong Yueda's integrated intelligent laser handheld welding can easily weld various common steelsThe melting depth of stainless steel and carbon steel can reach 7mm, and it can be formed by single-sided welding and double-sided molding. For high reactive materials such as aluminum, brass, and copper, it can also maturely respond to ensure that the weld seam is smooth and exquisite, and the maximum welding thickness far exceeds other products of the same power on the marketShowcasing welding capabilities that exceed expectations.
02Excellent beam, constant power, and solid and flawless welds
Guanghong Yueda focuses on the innovation and upgrading of cutting-edge technologies in the industry, overcoming multiple key difficulties in precision control, and equipped with cutting-edge optical manufacturing systems,The product adopts small core diameter and high brightness technology to ensure that the laser continuously outputs high-quality and stable beams.
Under the same power conditions, the power density is higher and the fluctuation is controlled within the range of± 3%, better beam focusing performance, smaller spot size, and more uniform brightness distribution.
In addition,The automatic power calibration function ensures the continuous reliability and durability of the equipment throughout its entire lifecycleEffectively avoiding power instability caused by laser attenuation.
This not only achieves long-term stable high-power output, but also makes the welding effect far superior to traditional welding techniques in low and medium power application scenarios. The weld seam is strong and flawless, effectively avoiding problems such as local welding weakness caused by uneven beam intensity, and meeting the higher demand for welding different materials.Truly precise and reliable, achieving deeper, faster, more precise, and more stable results! Make every weld seam a "superior work" that showcases quality, and make welding an art!

Disclaimers
1. The images and technical parameters in this document are for reference only and do not constitute any form of commitment or guarantee. For specific products and services, please refer to the physical goods and the contents stipulated in the formal contract signed separately by the buyer and seller.
2. All images, icons, and designs in this material are strictly prohibited from being copied, distributed, or used in any way without explicit written permission.
3. The Chinese or English words and phrases used in this material, except for our company's exclusive rights such as logos and trademarks, only refer to the literal and general meanings of the words and phrases. Do not make any other interpretations. For example, "Turbo mode" only refers to the meaning or implication of "high-speed welding Turbo mode".
4. The comparison provided in this information may fluctuate due to geographical and temporal reasons, and our company reserves the right of final interpretation.